1. Kynning á HP-RTM ferli
HP-RTM (High Pressure Resin Transfer Moulding) er skammstöfun á háþrýstings plastefnisflutningsmótunarferli. Þetta er háþróuð mótunartækni sem notar háþrýstiþrýsting til að blanda og sprauta plastefni í lofttæmda mót sem er fyrirfram lagt með trefjastyrktum efnum og forstilltum innleggjum. Plastefnið rennur í gegnum mótafyllinguna, gegndreypingu, herðingu og mótun. , til að fá mótunarferli af afkastamiklum og mikilli nákvæmni samsettra vara. Það hefur kosti mikillar skilvirkni, orkusparnaðar og umhverfisverndar og hefur verið mikið notað í bifreiðum, geimferðum, rafeindatækni og öðrum sviðum.
Ferlið er sýnt á mynd 1:
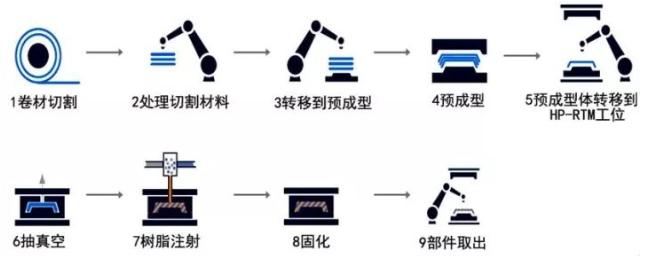
Mynd 1 Skýringarmynd af HP-PTM ferli meginreglu
2. HP-RTM ferli eiginleikar
HP-RTM felur í sér forformvinnslu, plastefnissprautun, pressuferli og snyrtingu. Í samanburði við hefðbundna RTM ferlið eykur HP-RTM ferlið pressunarferlið eftir innspýtingu, dregur úr erfiðleikum við innspýtingu og fyllingu plastefnis, bætir gegndreypingargæði forforma og styttir mótunarferlið. Sérstakir ferli eiginleikar eru sem hér segir:
(1) Fljótleg mótfylling. Plastefnið fyllir fljótt moldholið, hefur góð íferðaráhrif, dregur verulega úr loftbólum og porosity, og lágseigja plastefnið eykur innspýtingarhraða plastefnisins til muna og styttir mótunarferlið.
(2) Mjög virk plastefni. Viðbragðshraðinn fyrir plastefnisráðandi er aukinn og herðingarferill plastefnisins styttist. Það notar hávirkt hraðherðandi plastefniskerfi og notar háþrýstiblöndunar- og inndælingarbúnað til að ná betri blöndunarjafnvægi plastefnisfylkisins. Á sama tíma er þörf á háhitaumhverfi við mótun, sem bætir til muna viðbragðshraða plastefnisins, styttir framleiðsluferlið og kemur á stöðugleika í ferlið. Hár stöðugleiki og endurtekningarhæfni,
(3) Notaðu innra losunarefni og sjálfhreinsandi kerfi til að bæta hreinsunarvirkni búnaðarins. Sjálfhreinsandi tækni sprautublöndunarhaussins er notuð og innri losunarefnishluti er bætt við hráefnið til að bæta hreinsunarvirkni búnaðarins á áhrifaríkan hátt. Á sama tíma eru yfirborðsáhrif vörunnar framúrskarandi og þykkt og lögun frávik eru lítil. Náðu litlum tilkostnaði, stuttum hringrás (stórt magn), hágæða framleiðslu.
(4) Notaðu hraða lofttæmistækni í mold. Svitaholainnihald hlutanna minnkar og frammistaða hlutanna er bætt. Það dregur úr svitaholainnihaldi vörunnar á áhrifaríkan hátt, bætir trefja gegndreypingu skilvirkni, bætir tengitengingargetu milli trefja og plastefnis og bætir gæði vörunnar.
(5) Að sameina ryksuga með þjöppunarmótunarferlinu eftir inndælingu. Vinnsluerfiðleikar hlutanna minnkar og gæði plastefni gegndreyptu styrktu efnanna eru bætt. Það dregur úr erfiðleikum við að hanna líminnspýtingarportið og útblástursportið í RTM ferlinu, bætir flæðifyllingargetu plastefnisins og gegndreypingargæði trefjanna með plastefninu.
(6) Notaðu tvöfalt stíft yfirborð til að loka mótinu og notaðu vökvapressu með stórum tonna þunga til að þrýsta. Varan hefur lítil frávik í þykkt og þrívíð lögun. Til að tryggja þéttingaráhrif mótsins eru tvöföld stíf yfirborð notuð til að loka mótinu og vökvapressa með stórum tonna þunga er notuð til þrýstings, sem eykur klemmukraftinn meðan á mótunarferlinu stendur og dregur í raun úr þykkt og lögunarfráviki. af hlutunum.
(7) Varan hefur framúrskarandi yfirborðseiginleika og gæði. Með því að nota úðunartækni í mold og háglansmót, geta hlutarnir fengið augljós gæði á mjög stuttum tíma.
(8) Það hefur mikla vinnslustöðugleika og endurtekningarhæfni. Notkun bilinnsprautunar og þjöppunartækni eftir innspýtingu bætir til muna mótfyllingarflæðisgetu plastefnisins, dregur í raun úr líkum á vinnslugöllum og hefur mikla endurtekningarhæfni ferlisins.
3. Lykilferlistækni
(1) Forformunartækni trefjastyrktra efna
Fiber preforming tækni felur aðallega í sér: textíl, prjóna og flétta forform; sauma forform; söxuð trefjasprautuform; heitpressunarformar osfrv. Þar á meðal er heitpressunarmótunartækni mest notuð. Í þessari tækni er mótunarefni grunnábyrgðin og trefjaformandi mold og pressunartækni eru lykillinn að trefjamótun. Fyrir HP-RTM ferlið er uppbygging hluta tiltölulega einföld, þannig að mótunarmótið er líka tiltölulega einfalt. Lykillinn liggur í því hvernig á að stjórna mótunarmótinu og þrýstibúnaði til að þrýsta og móta á áhrifaríkan og skipulegan hátt með hönnunar- og eftirlitsaðferðum.
(2) Hánákvæmni plastefnismæling, blöndun og inndælingartækni
Blöndun og innspýting á HP-RTM ferli plastefni inniheldur aðallega tvö kerfi: plastefni aðalefni og í mold úða plastefni. Lykillinn að stjórn þess liggur í hánákvæmu plastefnismælingarkerfi, hraðri og samræmdri blöndunartækni og sjálfhreinsandi blöndunarbúnaði. Aðalefni HP-RTM ferli plastefnis þarf að mæla nákvæmlega við háan hita og háan þrýsting, sem krefst mikillar nákvæmni mælingar dælubúnaðar. Samræmd blöndun og sjálfhreinsun plastefnisins krefst hönnunar skilvirks, sjálfhreinsandi, margfalds blöndunarhaus.
(3) Einsleitni mótunarhitasviðs og þéttingarhönnun
Meðan á HP-RTM ferlinu stendur, ákvarðar einsleitni hitastigssviðs mótunarmótsins ekki aðeins og hefur áhrif á flæði og fyllingarárangur plastefnisins í moldholinu, heldur hefur það einnig mikil áhrif á trefjaíferðarafköst, heildarafköst. af samsettu efninu og innra álagi vörunnar. . Þess vegna er nauðsynlegt að nota meðalhita ásamt skilvirkri og sanngjarnri hönnun olíuhringrásar. Lokunarárangur moldsins ákvarðar beint plastefnisflæði og mótfyllingareiginleika, svo og rýmingargetu mótunarferlisins. Það er lykilhlekkur sem hefur áhrif á frammistöðu vörunnar. Nauðsynlegt er að hanna staðsetningu, aðferð og magn þéttihringa í samræmi við vöruna. Á sama tíma er nauðsynlegt að leysa þéttingarvandamálin í moldfestingarbilinu, útblásturskerfinu, tómarúmskerfinu og öðrum stöðum til að tryggja að engin loftleki sé á plastefnisfyllingarferlinu til að tryggja frammistöðu hlutans.
(4) Vökvapressa með mikilli nákvæmni og stjórntækni hennar
Í HP-RTM ferlinu krefjast stjórnun á lokunarbili molds í plastefnisfyllingarferlinu og þrýstingsstýring í pressunarferlinu tryggingu fyrir skilvirku og nákvæmu vökvapressukerfi. Á sama tíma þarf að veita tímanlega stjórntækni í samræmi við þarfir límsprautunarferlisins og pressunarferlisins til að tryggja samfellu mótunarferlisins.
 icelandic
icelandic
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



